コラム
COLUMN
製品名:EXEX生産管理
連載コラム14 スケジューラーの機能(2) −フォワードとバックワード−
今回はスケジューリングをする際の非常に基本的なロジックであるフォワード方式とバックワード方式を通して、2つのスケジューリングロジックがどのようなケースで適するのかを考察してみたいと思います。
フォワード方式とバックワード方式の違い
フォワード方式とは今手元にある受注・販売計画に対する製造計画をある基準日から前詰めで計画していく方法です。これに対してバックワード方式とは、今手元にある受注納期や販売計画から作成された入庫予定日から逆算して製造日程を計算していく方式です。
ASPROVAではフォワード方式、バックワード方式、2つの方式が優先順位などの制約条件によって混在させることが簡単にできます。以下がASPROVAでの計画作成結果のイメージ画像です。
Asprovaフォード方式スケジュール結果

Asprovaバックワード方式スケジュール結果

Asprovaのスケジュール評価から見えるそれぞれの方式の長所・短所
フォワード方式、バックワード方式の意味を理解することはそれほど難しくないとは思いますが、ではこの2つのどちらが優れているのか?という質問に答えるのは筆者が考えるにそれほど簡単ではありません。
本日の記事ではこの質問について考察してみたいと思います。そこで、まずはASPROVAの標準機能である「スケジュール評価」結果を見て検証してみます。
Asprovaスケジュール評価結果

Asprovaではスケジューリング実行前にフォワード割付、バックワード割付など様々なパラメータを指定でき、かつスケジューリング実行毎に製造リードタイム平均、製造リードタイムMAX、仕掛の平均待ち時間(ある工程が完了してから次工程に投入されるまでの待ち時間の平均)、設備の負荷率平均、設備の負荷率MAXなどを確認することができます。
スケジュール評価は全く同じ設定にしてもオーダーの状況によって逐次変わってくるものですが、一般的な傾向としては次の現象が確認できるかと思います。
- (1)製造時間は、フォワード方式の方が短くなる傾向がある
= 製造時間は、バックワード方式の方が長くなる傾向がある。 - (2)製造待ち時間は、フォワード方式の方が短くなる傾向がある。
= 製造待ち時間は、バックワード方式の方が長くなる傾向がある。 - (3)設備負荷率は、フォワード方式の方が高くなる傾向がある。
= 設備負荷率は、バックワード方式の方が低くなる傾向がある。
さらに(2)から演繹的に導かれる結論として
- (4)在庫(仕掛在庫や中間品の在庫)は、フォワード方式の方が多くなる傾向がある。
= 在庫(仕掛在庫や中間品の在庫)は、バックワード方式の方が少なくなる傾向がある。 - (5)在庫(材料・部品)は、フォワード方式では早めに調達する必要がある。
= 在庫(材料・部品)は、フォワード方式のほうが多くなる傾向がある。
= 在庫(材料・部品)は、バックワード方式のほうが少なくなる傾向がある。
上記の傾向をさらに短く表現するなら、
- フォワード方式は生産効率を重視したロジックである。
- バックワード方式は在庫削減を重視したロジックである。
と言うことができるかと思います。
企業の生産形態とフォワード・バックワード方式の関係
さて、ここで一旦Asprovaから離れて、もっと一般的な視点からフォワード方式とバックワード方式を俯瞰してみたいと思います。
各企業にはその企業の業界内でのポジション(流通の末端に近い製品を生産しているメーカーか、部品を下請け生産している企業かなど)や、取引先のカルチャー(カンバン方式を適用している顧客、精度の高い内示情報を出してくれる顧客、自社の強みは多品種少量生産である、など)によって、大きく以下4つの生産形態に分類できるのではないかと思います。
(1) 受注設計生産 (Engineer To Order)
顧客の注文により、設計から始めて生産、納品する形態。
一品一様生産をする職人的な工房などがこの生産形態に当てはまりそうです。
(2) 受注生産 (Make To Order)
顧客の注文により、生産、納品する形態。
大手メーカーの下請け工場などはこの生産形態が多そうです。
(3) 受注組立生産 (Assemble To Order: ATO または Build To Order: BTO)
事前に汎用子部品を在庫しておき、顧客の注文により生産、納品する形態。この生産形態で成功した企業としてDELLが有名です。DELL方式とも言われているようです。
(4) 見込み生産 (Make To Stock)
受注するであろうという未確定の予測を元に在庫を作りおきする生産形態。販社や卸売業などが顧客となるメーカーはこの生産形態が多そうです。
上記1~4の分類では、数字が小さい生産形態ほど戦略的に在庫を持つ必要/機会は少なく、数字が大きいほど在庫を持つ必要が発生します。
フォワード方式では在庫が膨らむ傾向があり、バックワード方式では在庫が減る傾向がると指摘しましたが、生産形態によっても同様に在庫が膨らむ/減る傾向が分類できます。そして、スケジューリングロジックでの在庫の増減傾向と生産形態による在庫の増減傾向は同期している/シンクロしている、と筆者は考えています。
つまり、
- 受注設計生産、受注生産 → 工場の動き方はバックワード方式に近い → 在庫は少なくて済む
- 受注組立生産、見込み生産 → 工場の動き方はフォワード方式に近い → ある程度の在庫発生は避けられない
という傾向があるのではないかと思われます。
ここまで考察した時点で最初の質問「フォワード方式、バックワード方式ではどちらが優れているのか?」を考えてみますと、
- 回答1:どちらが優れている劣っているという問題ではなく、企業の生産形態によってどちらかに決まってしまう傾向がある
と言えます。
企業の評価指標とフォワード・バックワード方式の関係
今度はまた視点を変えて、各企業の生産形態とは関係なく、各企業が個別に置かれている状況や各企業の改善目標とフォワード方式、バックワード
方式との関連を考察してみます。
多くの製造業での改善目標として掲げられる代表的な指標
- (1)在庫削減
- (2)稼働率向上 または 段取り時間削減
を通して考察してみます。
カンバン方式やジャスト・イン・タイム方式 (JIT)を適用している企業ではよく「在庫は悪」という言葉を耳にします。カンバン方式やジャスト・イン・タイム方式が成立するまでの歴史的経緯を調べて見ますと、極力在庫を減らすにはどうしたら良いかという試行錯誤の末に、これらの生産方式が考え出されたようです。
カンバン方式やジャストインタイム方式を採用している工場では必ずしもスケジューリングソフトは使っていないかもしれませんが、工場の生産の流れを追っていけば、それはバックワード方式であることは明確です。
つまり、
- カンバン方式やジャスト・イン・タイム方式とバックワード方式は相性が良い = 在庫を削減するという目標達成のためにはバックワード方式の方が優れている
と言えるかと思います。ただし、完全にバックワード方式で工場を運営していくためには、非現実的な前提条件が不可欠となります。それは、
- 注文には変更がなく、緊急の割り込みオーダーなど発生しない
という条件です。もしこの前提条件が崩れたら(そしてそれはどこの工場でも日常茶飯に起こっていることですが)、納期遅延になるリスクが大です。
ところで段取り時間を除いた稼働率を上げるという視点から見るとバックワード方式はあまり優れているとは言えません。例えば、Aという製品を昨日100個、今日50個バックワード方式で生産したとします。段取り時間削減して生産設備が実質的に売上に直結する生産のために稼動している時間を長くするという視点からは昨日の段階で150個作って置いたほうが段取時間は1回分節約でき、その時間を他の製品の生産に使えます。
つまり、
- 稼働率を上げるという目標達成のためにはフォワード方式の方が優れている
と言えるかと思います。ただし、稼働率を上げるという目標だけに囚われると、今度は無駄な在庫(デッドストック)を抱えてしまうというリスクが発生します。
フォワード方式とバックワード方式の妥協点
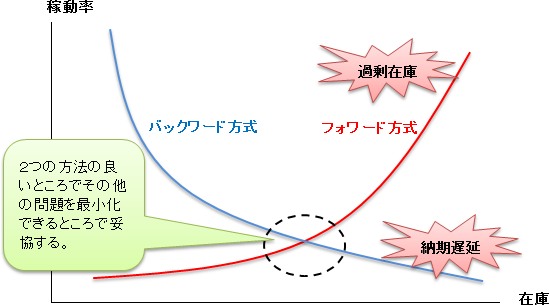
したがって、フォワード方式とバックワード方式のそれぞれの良いところを抽出して妥協点を見出すやり方をすることが最善の策ではないかと筆者は考えます。
フォワード方式とバックワード方式の良い点をとって妥協するとは、具体的にはどのような方法なのでしょうか?
筆者が考えるにそれは、例えば
- 基本的にはバックワード方式を採用するが、各品目には適度な生産ロット数を設定し、ある程度の作り置き在庫は持つようにする
- 基本的にはバックワード方式を採用するが、オーダー変更頻度の高い顧客や製造リードタイムの長い品目、緊急オーダーに対してはフォワード方式を採用する
といった方策が考えられます。
このように製造業でよく目標数値として使われる、在庫削減と稼働率向上とはそもそも二律背反のテーマであるにも関わらず、多くの企業では両方とも重視されているのではないでしょうか。
ちょっと話は飛んでしまいますが、よく企業が目標に掲げる、コスト削減と顧客満足度向上という指標も、やはり二律背反のテーマではないかと思います。なぜなら、顧客満足度を高めようとすると、部品・製造工程に拘った方が良く、拘ると大抵コストは上がるものだからです。優秀なビジネスマンの方にとっては釈迦に説法になってしまうかもしれませんが、やはり企業の数値達成目標というものは様々な制約条件の中でできる限り達成すべき性質のものであると言えるのではないかと思います。
さて、ここまで考察した時点でまた最初の質問「フォワード方式、バックワード方式ではどちらが優れているのか?」を考えてみますと、
- 回答2:双方ともに長所と短所があるので、それぞれの長所を生かし、その他の問題が発生しないところで妥協すべきもの
と言えるのではないかと思います。
個別の企業が置かれている状況とフォワード・バックワード方式の関係
さて、筆者が実際に生産管理システムやスケジューラーソフトの導入に携わった企業での経験からフォワード方式が合う企業、バックワード方式が合う企業について考察してみます。なお、これは筆者がそう思う程度の話であり、必ずしも全ての方が賛同するわけではないだろうということは分かった上で、筆者の考えを述べてみることをあらかじめご了承して頂きたいと思います。
フォワードが合う工場
1.顧客からもらう確定・内示の精度が高い企業
理由:在庫が増えてもデッドストックになるリスクはないため
2.平均的に製造リードタイムが長い製品を製造している企業
理由:ジャストインタイムでは納期に間に合わないリスクが増えてしまうため
バックワードが合う工場
1.顧客からもらう確定・内示の精度が低い企業
理由:製造効率を犠牲にしてもデッドストックは作るべきではないため
2.多品種少量生産をしている企業
- 理由1:まとめ生産はできないので、作りおきによる段取り時間の減少にはならないため
- 理由2:多品種少量生産をしている企業は受注生産がほとんど
- 理由3:そもそも多品種少量は市場状況にしたがって生産を行うという発想のもので、20世紀のフォード生産方式や旧共産主義の計画経済とは真逆の考え方
- 理由4:多品種少量生産に対応できる工場は、ニッチな注文が多数来て、その結果市場での競争価値が高まり、同業他社に比べて優位性を持てるケースが多く、製造効率を犠牲にしても付加価値が企業に付与されるため
しかしながら、やはりこれらも傾向にしか過ぎず、最終的にはフォワード方式とバックワード方式の妥協点を見出すべきであると筆者は考えます。
MRPはバックワードにしか対応していない
これは余談になってしまいますが、APSが登場する前に生産計画の主役だったMRPは、恐らくどこのメーカーもバックワード方式でしか実装していません。MRPはジャスト・イン・タイム方式やカンバン方式を意識しているから?という質問をされる方もいらっしゃるかもしれませんが、筆者が考えるにMRPはジャスト・イン・タイム方式やカンバン方式を意図してバックワードになっている訳ではなく、MRPの欠点である無限山積みを少しでも解消するためにはバックワード方式の方が優れているからではないかと思います。
もし手元に100個の注文があり、それを無限山積みという条件でフォワード方式でスケジュールすると、1ヶ月の注文を3日で無謀に処理して、残りの27日は何もしないというあまりにも馬鹿馬鹿しい計算をしてしまいます。この状態で人の手で山崩しをしていくよりも、バックワードで計算した方が山崩しの回数はまだ少なくて済む、という発想でMRPはバックワード方式にしか対応していないのではないでしょうか。
最後に
本日の記事はテーマが広く・大きくなりすぎてしまったと反省していますが、最初の質問「フォワード方式、バックワード方式ではどちらが優れているのか?」への答えは紋切り型には導けないことはご理解されたのではないでしょうか。生産計画システムを構築する際にはまずは大きな視点から
- 自社は市場で何を優位性としてどういうポジションでいたい/なりたいのか
- そのために、何をしなければいけないのか
- 技術面、資金面、営業面、他社との提携などの面?設備・用地は?要員は?生産システムは?
と考え、自社の目指すところと現状のギャップを埋める最適な方法を予算内で達成するというアプローチが情報システム構築責任者には求められるのではないか、と筆者は考える次第でございます。
