コラム
COLUMN
製品名:EXEX生産管理
連載コラム15 スケジューラーの機能(3) −連続処理とバッチ処理−
今回はスケジューラーソフトでないと対応が難しいバッチ処理工程についてお話いたします。
生産スケジューリング上での2種類の生産工程形態
生産工程には大きく分けて連続処理とバッチ処理があります。MRP、CRPでのスケジューリングでは工程は全て連続処理であることが前提になっています。生産スケジューリングという観点から連続処理とバッチ処理の特徴を説明しますと、
連続処理
<製造時間は製造数量に比例する>
例えば、1個のサイクルタイムまたはスタンダードタイム(ST)が10秒なら、1000個のオーダーを処理する時間は
10秒x1000個=10000秒≒166.7分
となります。
なお余談になりますが、MRPでは工程が連続処理になっていることが前提になっているようですが、かといってこのようにオーダー数量に応じて処理時間が可変と考えているわけではなく、処理時間はオーダー数によらず固定かもしくは生産ロット数に対して設定した製造リードタイムに対して
加工時間=RoundUp(オーダー数÷生産ロット数)×製造リードタイム
のようなかなり単純化した計算式を使っています。
バッチ処理
<製造時間は製造数量によらず1バッチにかかる時間は固定である>
例えば、1バッチに要する時間が100分ならバッチ処理で1個処理するのも、1000個するのも同様に100分かかります。これだけならバッチ処理はMRPの加工時間計算のように
加工時間=RoundUp(オーダー数÷生産ロット数)×製造リードタイム
と変形すれば連続処理と同じようなスケジューリングができるのではないか、と思われるかもしれませんが、実際のバッチ処理ではさらに複雑な制約条件が入ってくることが多いです。以下では様々なバッチ処理の制約条件について見てまいります。
バッチ処理の例 化学処理釜
化学系薬品・素材を生産している工場でよく見る化学反応をさせる釜は、最も単純なバッチ処理の例と言えるかもしれません。化学処理釜を使う工程には以下のような制約条件があります。
化学反応釜
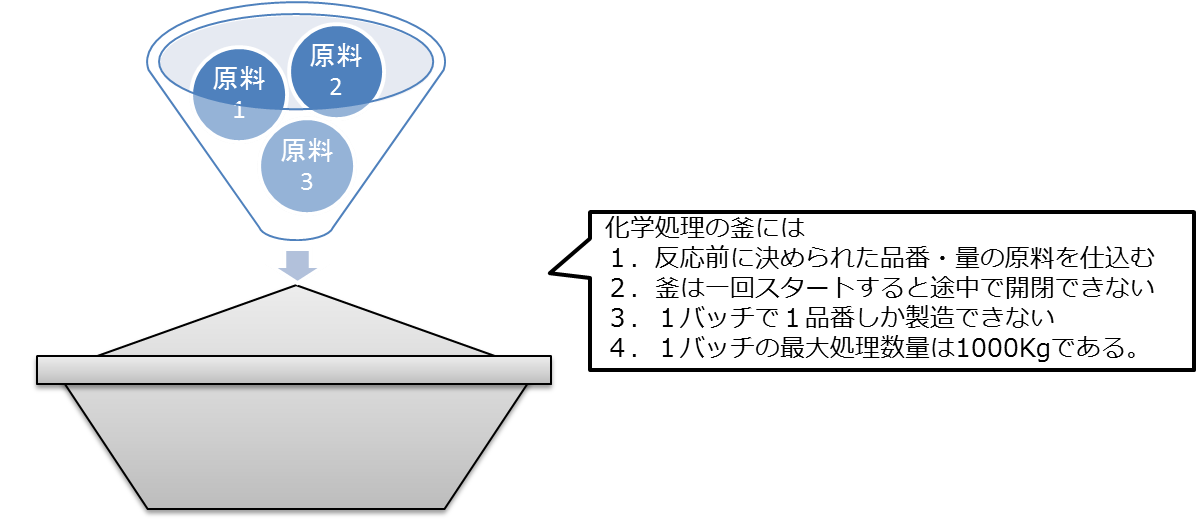
この例の化学処理の釜には
- 反応前に決められた品番・量の原料を仕込む
- 釜は一回スタートすると途中で開閉できない
- 1バッチで1品番しか製造できない
- 1バッチの最大処理数量は1000Kgである。
のような制約条件があります。このような条件を考慮するようにAsprovaのマスタ設定をした後にスケジュールした結果の例が以下になります。
例では1500Kgの注文オーダを登録してスケジューリングしました。
<化学反応釜スケジュール結果>
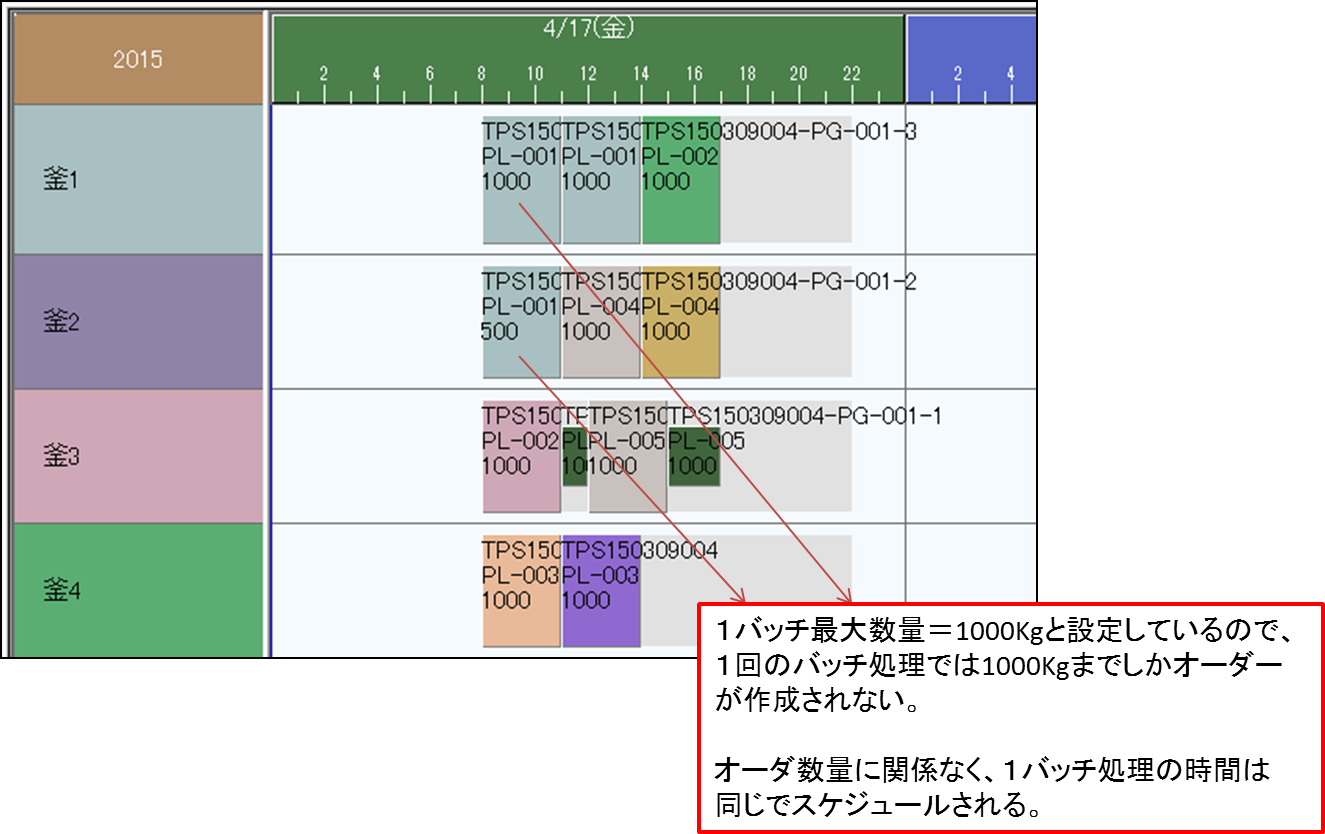
Asprovaのスケジュール結果では、
- 1バッチ最大数量=1000Kgと設定しているので、1回のバッチ処理では1000Kgまでしかオーダーが作成されない。
- オーダ数量に関係なく、1バッチ処理の時間は同じでスケジュールされる。
ことが確認できます。
バッチ処理の例 熱処理炉
金属加工を行う工場では、ほぼ必ず何らかの熱処理が施されますが、ここではオーブン形状の熱処理器の例を考えます。
熱処理炉

熱処理炉は以下のように、化学処理釜に比べるとやや複雑な制約条件となります。
- 1.熱処理炉の中はいくつかの棚に分かれている (5棚)
- 2.1棚にはいる点数は品番によらず一定 (20個)
- 3.炉は一回スタートすると途中で開閉できない
- 4.温度・時間などの条件は品番によらず一定
- 5.温度時間などの条件
このような条件を考慮するようにAsprovaのマスタ設定をした後に、熱処理条件が全く同じ2品目のオーダー(図で赤と緑に色分けされている)のスケジュール結果の例が以下になります。
<熱処理炉のスケジュール結果>
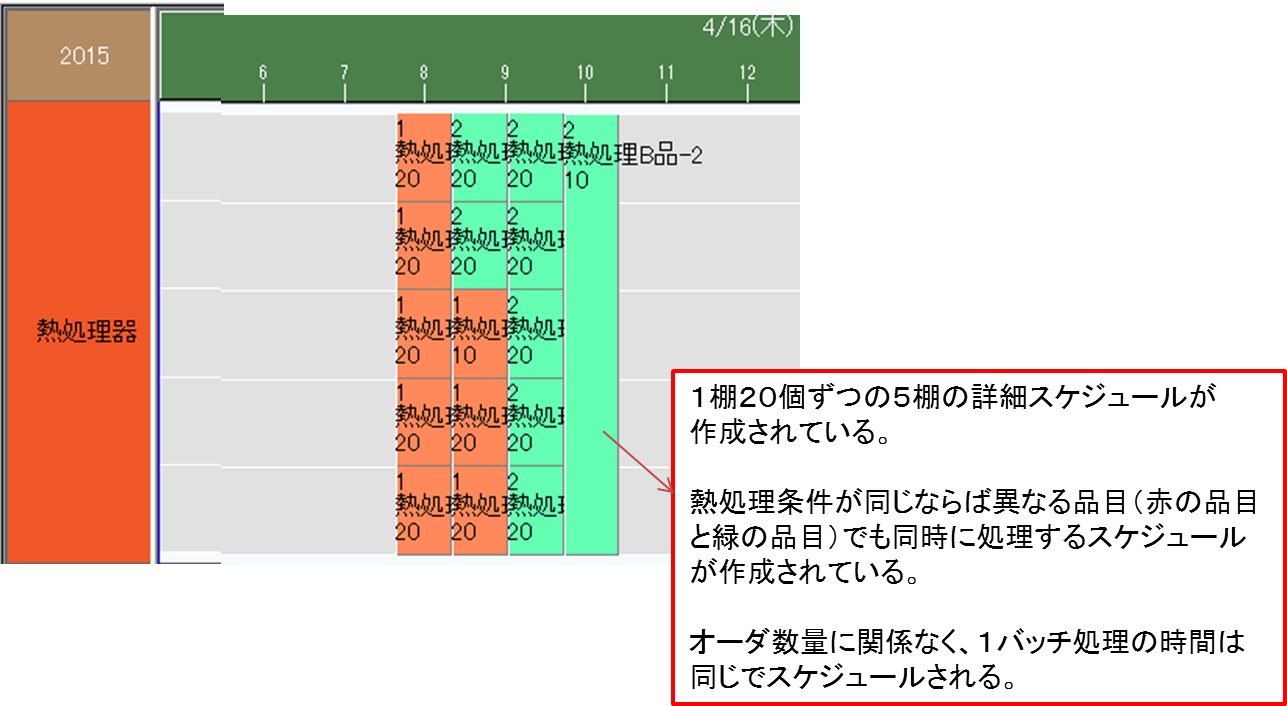
Asprovaのスケジュール結果では、
- 1棚20個ずつの5棚の詳細スケジュールが作成されている。
- 熱処理条件が同じならば異なる品目(赤の品目と緑の品目)でも同時に処理するスケジュールが作成されている。
- オーダ数量に関係なく、1バッチ処理の時間は同じでスケジュールされる。
ことが確認できます。
バッチ処理の例 めっき処理槽
金属加工を行う工場では、ほぼ必ず何らかの表面処理を行いますがここではめっき処理の例を考えます。
めっき処理槽

めっき処理では以下のような制約条件が発生します。めっき処理槽の中は
- 一度の処理で入れる品番は同じ
- 1回の処理で槽に入れる時間は品番によらずほぼ同じ
- 1回の処理で裁ける個数には制限がある
- 1つの槽、同じ液体で様々な品番を処理できる
このような条件を考慮するようにAsprovaのマスタ設定をした後に、めっき処理条件が全く同じ2品目のオーダー(図で赤と緑に色分けされている)のスケジュール結果の例が以下になります。
<めっき処理スケジュール結果>
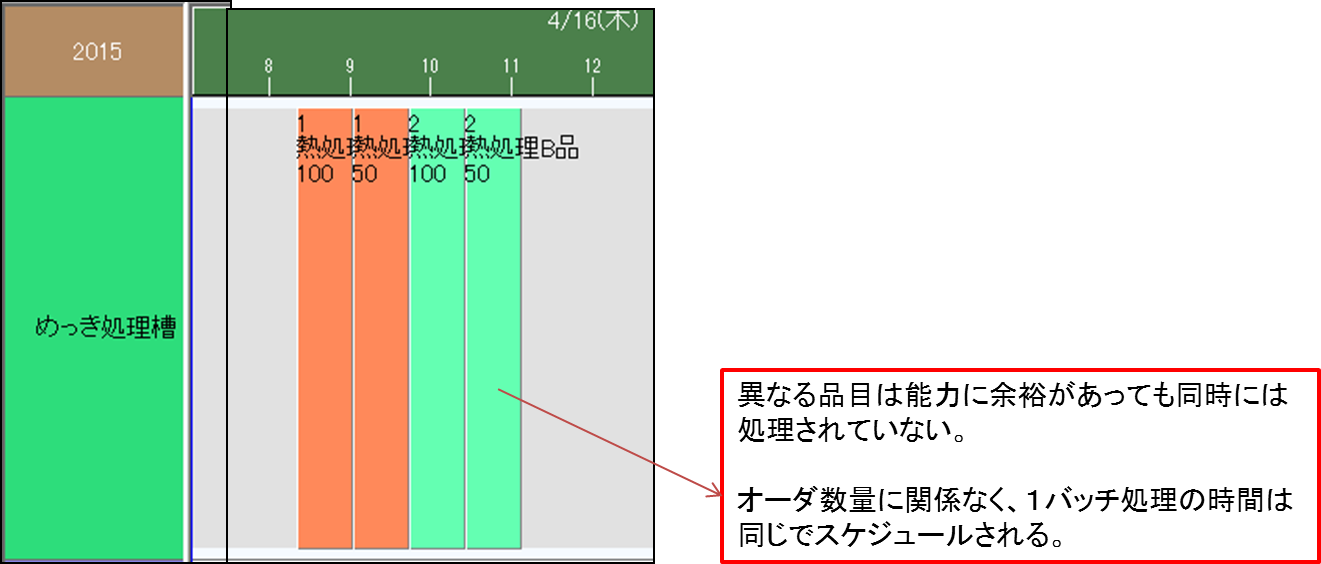
Asprovaのスケジュール結果では、
- 異なる品目は能力に余裕があっても同時には処理されていない。
ことが確認できます。
熱処理の例とは異なる点は、赤と緑の異なる品目のめっき処理が同時には決して行われないようにスケジュールされている点です。バッチ処理では異なる品目を同時に処理できる場合と、同時には同じ品目しか処理できない場合がありますが、Asprovaのマスタ設定次第でそれらの制約条件は簡単に考慮することが可能です。
設備メンテナンス(洗浄やシャットダウン)スケジュールの作成
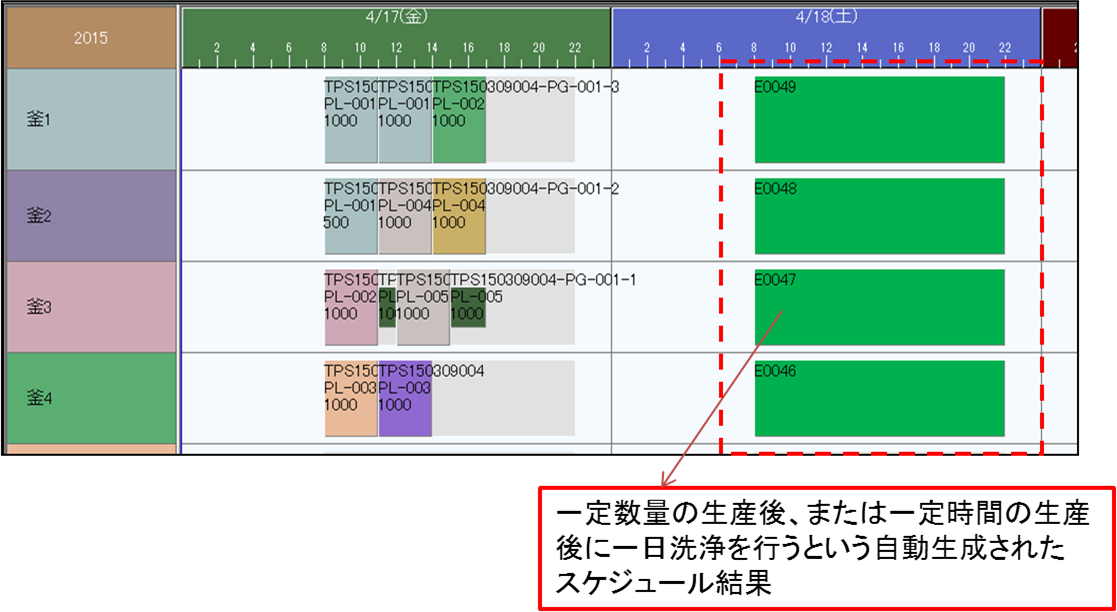
バッチ処理を行う設備では、一定の間隔で洗浄やシャットダウンなどと呼ばれるメンテナンスがありますが、これもAsprovaでは自動作成することができます。
この例では、一定数量の生産が終わったら一日洗浄をする、または一定時間生産したら一日洗浄するという条件をマスタに設定してあります。
<洗浄シャットダウンスケジュール結果>
最後に
本日は、かなり細かい話になってしまいましたが、覚えておいて頂きたいことは
- バッチ処理の性質により、様々な制約条件が発生する
- そのためバッチ処理のスケジューリングはAsprovaのような生産スケジューラーでないと対応することはできない
ということになります。
